Fraunhofer-Institut für Produktionstechnologie IPT
Fraunhofer-Institut für Produktionstechnologie IPT




Mit der Verbreitung moderner Molekular- und Zelltechnologien erleben die Biotechnologie und die pharmazeutische Industrie einen Wandel, der neue, fortschrittliche Therapieansätze ermöglicht. Neue Zelltherapien, insbesondere auf Basis von Stammzellen, erfordern flexible Produktionsprozesse, um lebenswichtige Medikamente schnell bereitzustellen.
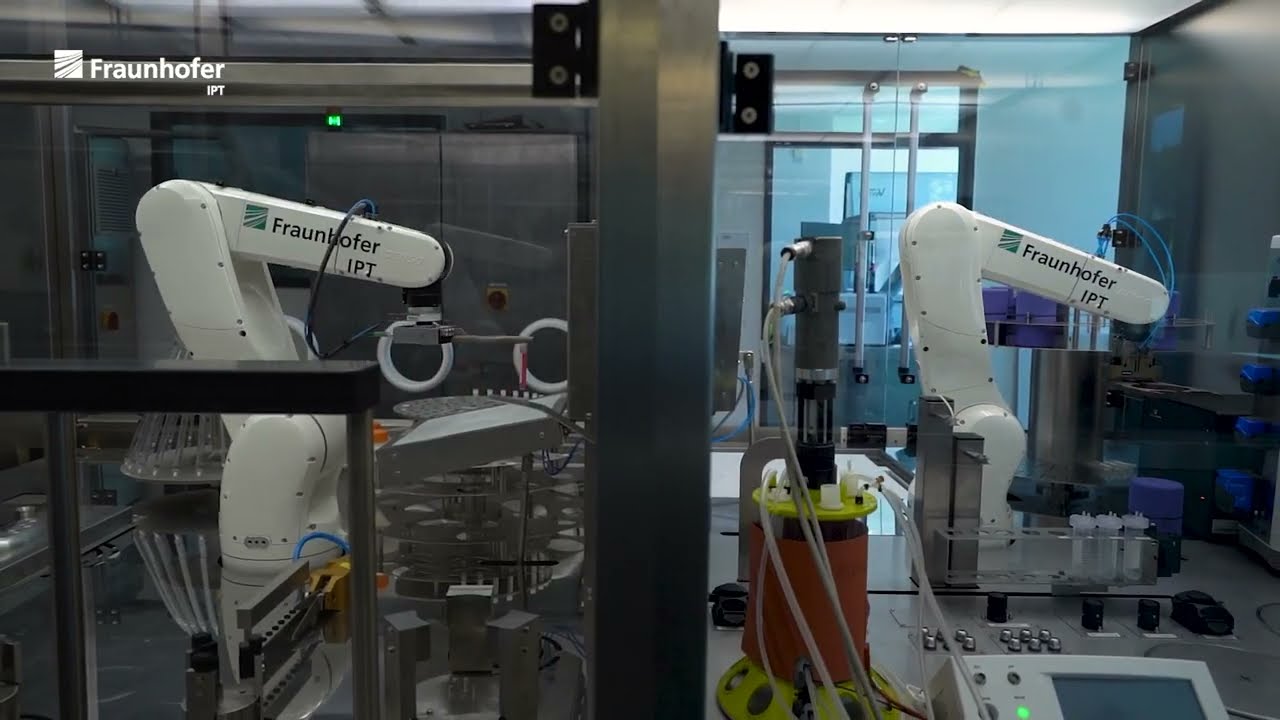
Automatisierung und Vernetzung für optimale Produktionsprozesse
Rüsten Sie sich mit innovativen Anlagen und Verfahren für die kommenden Herausforderungen in der Biotechnologie und Pharmabranche. Automatisieren Sie Ihre Laborprozesse, steigern Sie Durchsatz und Qualität und senken Sie Ihre Kosten. Durch die Vernetzung von Systemen helfen wir Ihnen, Prozessdaten zu nutzen und Produktionsabläufe zu optimieren. Erfahren Sie mehr über die Vorteile der Automatisierung – klicken Sie hier.
Individuelle Lösungen für die Herstellung von ATMPs
Setzen Sie auf vollautomatisierte Lösungen für Advanced Therapy Medicinal Products (ATMPs). Profitieren Sie von unserer individuellen Unterstützung in der Produktentwicklung und seriellen Produktion, um höchste Standards in Qualität und Effizienz zu erreichen. Angesichts der wachsenden Nachfrage nach mRNA-Impfstoffen, Gentherapeutika und personalisierter Krebstherapie sind skalierbare Produktionslösungen unerlässlich.
Bildgebende Verfahren zur Qualitätssicherung in der Medikamentenentwicklung
Profitieren Sie von fortschrittlichen Bildgebungsverfahren wie der optischen Kohärenztomographie (OCT), die hochauflösende Querschnittsbilder liefert und entscheidend für die biomedizinische Forschung ist. Die OCT ermöglicht Ihnen nicht-invasive Analysen dynamischer Prozesse, etwa von Wundheilungsprozessen und Zellkulturen. Durch die nicht-invasive Messung bleibt die Probenintegrität erhalten und wiederholte Messungen sind einfach möglich. So sichern Sie die Qualität und Wirksamkeit Ihrer Therapeutika effizienter und senken gleichzeitig die Entwicklungskosten.
Vertrauenswürdige Datenanalysen mit Künstlicher Intelligenz
Nutzen Sie künstliche Intelligenz (KI) in Ihrem Labor, um die Datenanalyse und Entscheidungsfindung drastisch zu optimieren. KI-Systeme verarbeiten große Datenmengen, erkennen Muster und treffen präzise Vorhersagen, die für Ihre Arzneimittelentwicklung und Diagnostik von entscheidender Bedeutung sein können. Durch den Einsatz von Deep Learning unterstützen wir Sie dabei, medizinische Bilder effizient zu analysieren und Wirkstoffaktivitäten abzuschätzen. Setzen Sie KI-gesteuerte Roboter ein, die repetitive Aufgaben übernehmen und die Effizienz und Genauigkeit Ihrer Laborarbeit deutlich steigern.