 Fraunhofer-Institut für Produktionstechnologie IPT
Fraunhofer-Institut für Produktionstechnologie IPT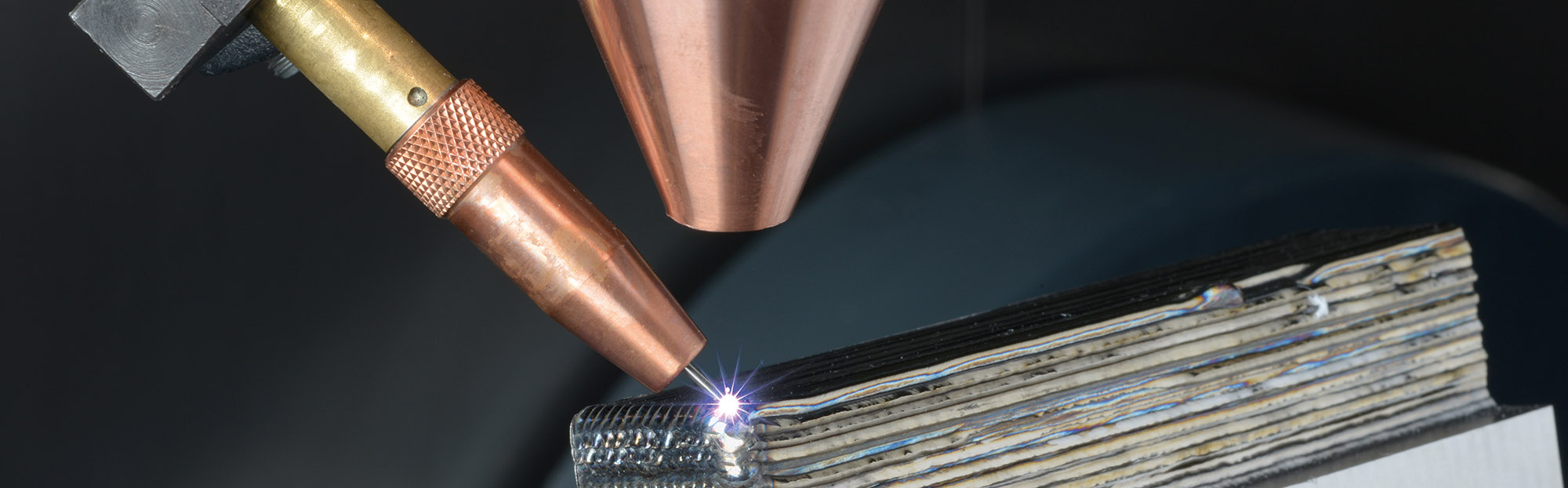
© Fraunhofer IPT
Forschungsprojekt »TopCladd«
Um Produkte vor Verschleiß zu schützen, wird durch das Laserauftragsschweißen Draht mit einem Laser aufgeschmolzen und schichtweise auf Bauteiloberflächen aufgetragen. Die von der Industrie geforderten geringen Bauteiltoleranzen und kurzen Taktzeiten erfordern eine hohe Stabilität des Prozesses.
Prozessüberwachung mit intergrierter Qualitätsprüfung
Ziel des Projekts »TopCladd – Adaptive Laser Cladding for Precise Metal Coating Based on Inline Topography Characterization« war, eine maschinenintegrierte Prozessüberwachung mit einer adaptiven Steuereinheit für die Qualitätsprüfung zu entwickeln. Die Forscher nutzten im Projekt kurzkohärente Interferometrie, um ein hochpräzises optisches Messsystem zu realisieren, mit dem sich die Topografie der Schweißraupe untersuchen lässt. Um das Messsystem in den Prozess des Laserauftragschweißens zu integrieren, wurde ein neuer Schweißkopf entworfen und das bestehende Drahtvorschubsystem angepasst. Die anfallenden Prozessdaten sollten anschließend analysiert und für die Simulation genutzt werden, um so die Steuereinheit zu optimieren und adaptiv auszulegen. Um das neue System ausgiebig testen zu können, wurde im Projekt ein Demonstrator gefertigt.
Ressourcenschonender Prozess LMD-W soll an Stabilität gewinnen
Das Laserauftragschweißen mit Draht hat gegenüber dem pulverbasierten Verfahren mehrere Vorteile: Der Zusatzwerkstoff kann drahtförmig effizienter verarbeitet werden. Das spart Ressourcen und Energie und somit Kosten. Außerdem ist das Verfahren präziser, was teure und zeitintensive Nachbearbeitungen reduziert. Allerdings sind beim drahtbasierten Laserauftragschweißen der Beschichtungskopf, in dem sich das Drahtvorschubsystem und der Laser befinden, und der Werkstoff mechanisch miteinander verbunden. Diese Verbindung beeinflusst den Laserprozess und führt dazu, dass die produzierten Bauteile oft nicht innerhalb der vorgesehenen Toleranzen liegen. Um die Prozessstabilität zu erhöhen, wird dann meist der Laserspot vergrößert, wodurch die Wärmeeinflusszone größer und damit mehr Material beeinflusst wird als nötig.
Die Forscher versprachen sich durch das Projekt, den Prozess des drahtbasierten Laserauftragschweißens durch die Automatisierung unabhängig vom Bediener und vom im Draht verwendeten Zusatzwerkstoff zu stabilisieren.
Projektpartner
- Deltatec S.A., Ans, Belgien
- Dinse G.m.b.H., Hamburg
- Fraunhofer-Institut für Produktionstechnologie IPT, Aachen
- Geon X S.A., Gosselies, Belgien
- Laserco S.A., Charleroi, Belgien
- Precitec GmbH & Co. KG, Gaggenau
- Quada V+F Laserschweißdraht GmbH, Schwerte
Förderhinweis
Das Projekt »TopCladd« wurde vom Bundesministerium für Bildung und Forschung (BMBF) im Rahmen des Förderprogramms »M-ERA.Net – flexible und bedarfsgerechte transnationale Förderung im Bereich der Materialforschung« gefördert.
Förderkennzeichen: 13N14265