 Fraunhofer Institute for Production Technology IPT
Fraunhofer Institute for Production Technology IPT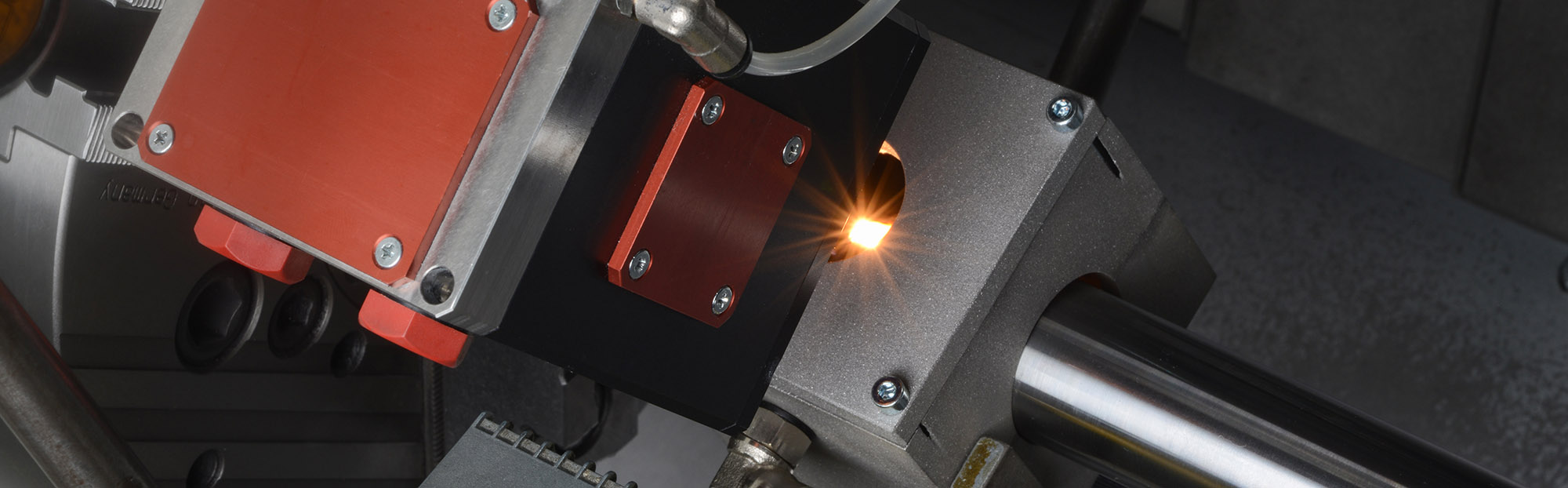
Research Project "DrAuf GeDrehT"
Within the internal Fraunhofer project "DrAuf GeDrehT", the Fraunhofer IPT investigated an alternative process for wire-based Laser Metal Deposition (LMD-w) and developed the new process "Express Wire Coil Cladding - EW2C" to efficiently coat and build additive structures on rotationally symmetrical components.
Pre-positioned wire spiral instead of continuous wire feed
The cycle times of coating processes for rotationally symmetrical components are significantly higher than those of turning and drilling processes. Thus, these components made of high-grade materials are usually produced conventionally with forming and subtractive machining. However, this process chain does not always make sense from ecologic and economic perspective as precious raw materials are lost and thus unused.
The aim of the project "DrAuf GeDrehT" was to increase the process speed of LMD-w for additive machining on rotationally symmetrical components to the level of turning and drilling cycle times as well as to increase the process stability at the same time. A key element of the project was the pre-positioning of the wire because this means that wire does not have to be fed during the cladding process, an advantage that significantly increases process speed and stability.
High-power laser welds wire spiral to the component
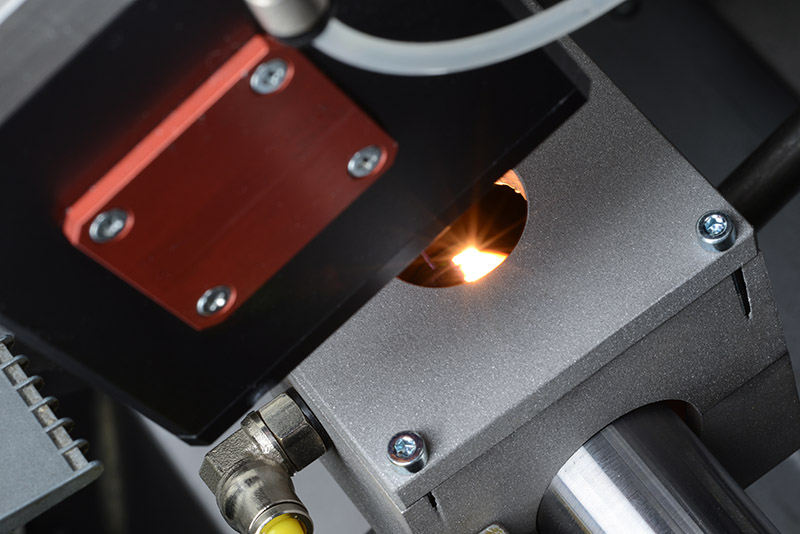
During Express Wire Coil Cladding, spirals of welding wire are wound with a small undersize on a commercial spring coiling machine in the first step. Then, these spirals are pushed onto the metallic rotationally symmetrical component with a press fit and pre-positioned. The wire spiral and base material are subsequently welded together with a high-power laser to form a solid coating.
By repeating these individual steps, the institute has been able not only to apply individual layers depending on the material and wire diameter with a thickness between 0.5 mm and 2 mm, but also to build up volumetric structures layer by layer.
A movable enclosure enables effective use of inert gas, resulting in high process quality.

The three steps of the EW2C process: pre-placement, weld-on and post-processing (from right to left)
Use of many different materials
Within the project, the IPT investigated a large number of different wire materials and types. For example, low- and high-alloyed steels as well as nickel-based and cobalt alloys as solid and filler wires were cladded on shafts made of steel and Inconel. Many of them could be successfully welded without forming cracks or pores.
The EW2C process was developed on a hybrid turning laser machine system. Thus, the institute could subsequently carry out tests on hard turning for the post-processing of the applied layers and to compare the respective cycle times of the individual process steps.
EW2C is seven times faster than the classic LMD-w processes
During the test series, build-up rates of around 14 kg per hour were achieved with wires made of tool steel (QuFe13) and Inconel (In718), a laser spot of 5 x 35 square millimeters and 40 kW laser power. Thus, the rates for wire-based Laser Metal Deposition of these wires are in the range of typical turning/drilling cycle rates. This is an increase by a factor seven compared to the current state of the art of classic wire-based Laser Metal Deposition.
In order to further increase the process speed of the EW2C process, the IPT will modify the beam shaping in following projects so that the focal spot geometry can be enlarged – this way, even more spiral coils can be melted during the cladding process. Currently, the institute is investigating various devices for the automated pre-positioning of wire spirals on shafts to automate the EW2C process for a fast and economic processing of shafts.
In order for the industry to fully exploit the EW2C process in the future, a sensor system will be implemented in the existing machine environment and record different process data before, during and after the process. The data will form the basis for modelling the EW2C process for different materials and process parameters and to actively control it with the help of these models.