 Fraunhofer-Institut für Produktionstechnologie IPT
Fraunhofer-Institut für Produktionstechnologie IPT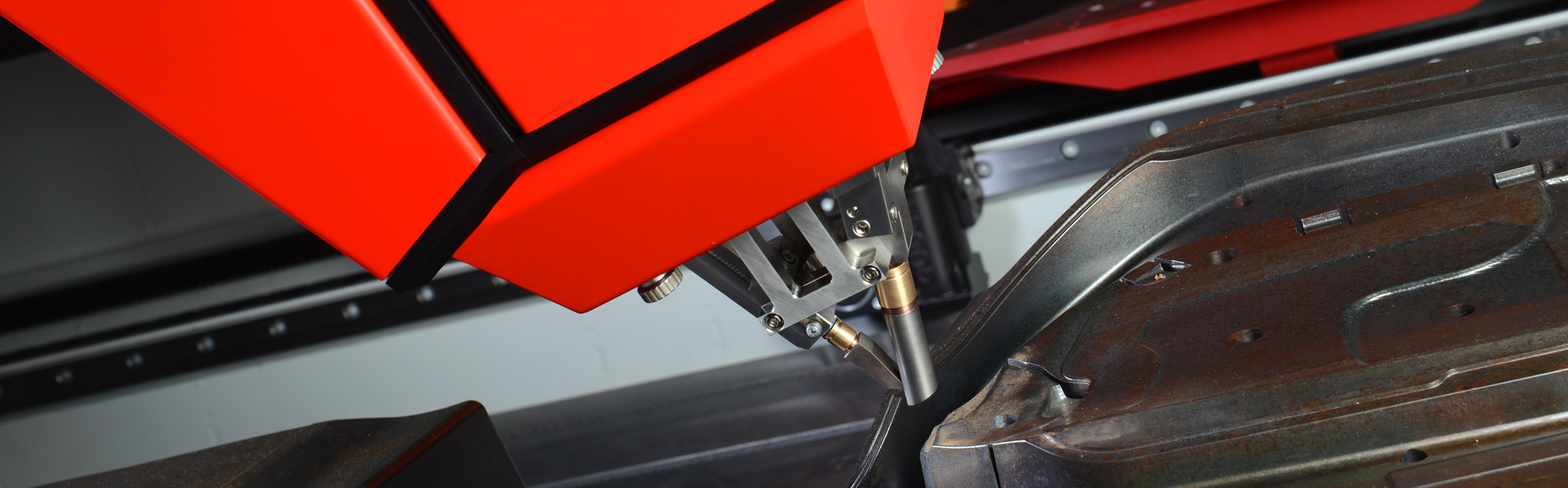

Intelligentes Bearbeitungsmodul zum drahtbasierten Laserauftragschweißen
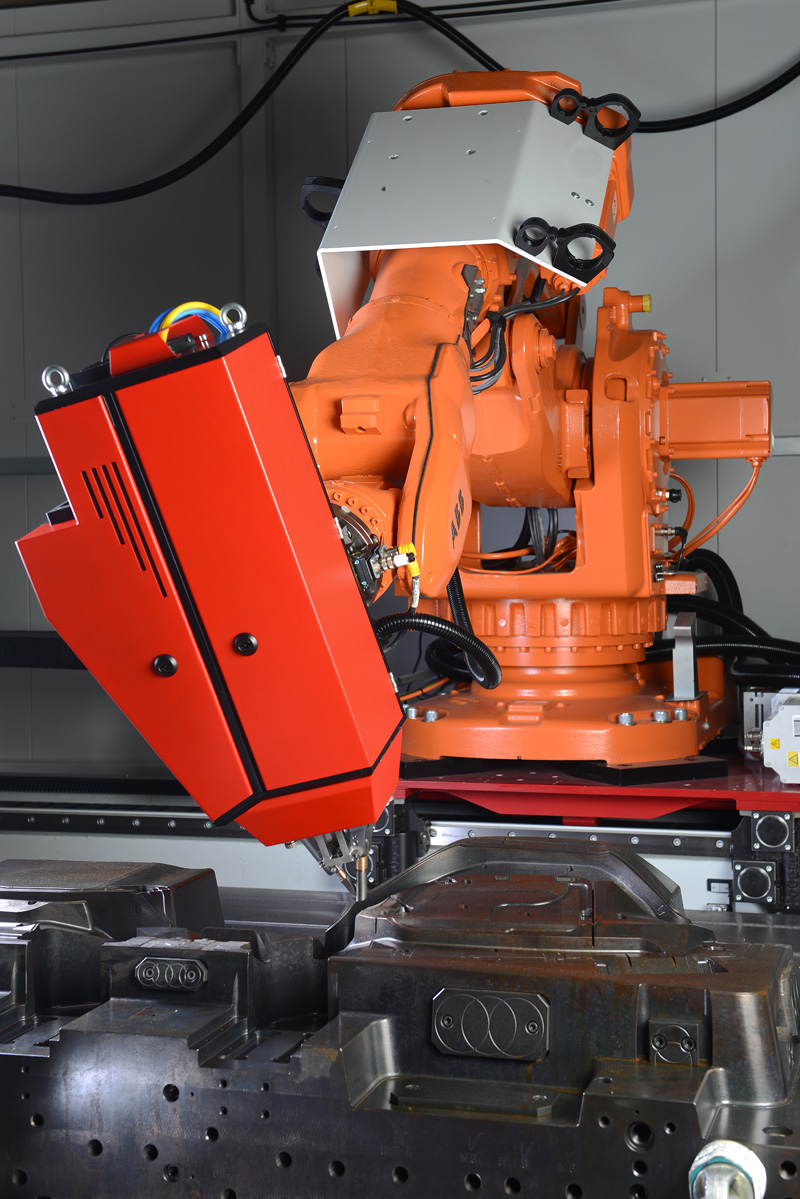
Das Fraunhofer IPT hat ein intelligentes Lasermodul für das Auftragschweißen mit Draht entwickelt, das sich leicht in bestehende Prozessketten, Handhabungssysteme oder Werkzeugmaschinen integrieren lässt und dank seiner robusten Bauweise und intelligenter Sensorik selbst mit Industrierobotersystemen kombiniert werden kann.
Das Laserauftragschweißen mit Draht oder auch »Laser Metal Deposition – Wire«, kurz LMD-W, eignet sich aufgrund des gut handhabbaren Zusatzwerkstoffs Draht besonders gut zur Integration in bestehende Fertigungsanlagen.
Modulare Bauweise für eine kostengünstige Integration in bestehende Systeme
Der kostengünstige Schweißkopf lässt sich aufgrund seiner modularen Bauweise unkompliziert nachrüsten. Er arbeitet mit gängigen Laseroptiken und kommt daher ohne aufwändige Sonderanfertigungen der Strahlführungssysteme aus. Mit der eingebauten Sensorik wird es möglich, typische Störungen im laufenden Prozess zu erfassen, sodass die Ursachen bereits während der Bearbeitung analysiert und von der Steuerung kompensiert werden können.
Seitliche Drahtzufuhr für stabile und effiziente Prozesse
Eine seitliche Zufuhr des Drahts in steilem Winkel von 20° zur optischen Achse gewährleistet stabile Prozesse mit einer hohen Effizienz beim Aufschmelzen. Verfügbare Drahtwerkstoffe sind verschiedene Stahlsorten, nickel- und titanbasierte Legierungen sowie zahlreiche Sonderwerkstoffe. Das Fraunhofer IPT untersucht in mehreren Forschungsprojekten die Eignung weiterer Legierungen.
LMD-W – Additives Verfahren mit 100 Prozent Materialeffizienz
Besonderes Kennzeichen des drahtbasierten Laserauftragschweißens ist die quasi 100-prozentige Materialeffizienz, da der zugeführte Werkstoff vollständig aufgeschmolzen und schichtweise auf die Bauteiloberfläche aufgebracht wird. So lassen sich, mit entsprechender CAM-Unterstützung und in mehrachsiger Prozessführung, zusätzliche Funktionselemente in Hybridbauweise auf bereits bestehende Bauteile aufbauen sowie Reparaturen und Änderungen vornehmen. Eine breite Palette an Drahtzusatzwerkstoffen lässt sich nicht nur sehr kostengünstig, sondern auch konturnah verarbeiten, sodass qualitativ hochwertige Bauteile entstehen.